歡迎來到常州市武進武新圖書設備用品有限公司-官方網(wǎng)站!
常州市武進武新圖書設備用品有限公司
專業(yè)生產(chǎn)圖書館家具、檔案設備及各類鈑金件
服務熱線
歡迎來到常州市武進武新圖書設備用品有限公司-官方網(wǎng)站!
專業(yè)生產(chǎn)圖書館家具、檔案設備及各類鈑金件
服務熱線
選用優(yōu)質(zhì)冷軋鋼板,各主要部件規(guī)格如下:
(1)塑粉經(jīng)高頻、高壓靜電裝備噴涂固化成膜。固化溫度應控制在180℃,時光掌握在10~15分鐘規(guī)模內(nèi)。
(5)經(jīng)磷化處理后得工件與噴塑時間相隔普通不跨越24小時。
光澤:>85% 按GB-1734-79
(八)表面處理要求
2、磷化處置工藝:
7、可按用戶要求設置照明裝配。
2、架全體外不雅要求:架體裝置調(diào)試后,要求到達橫平豎直,架體動搖簡便無阻力和響聲,架體清潔整潔。
門 板 一級優(yōu)質(zhì)冷軋鋼板 δ=1.0mm
1、單面擱板上均布載重40Kg,雙面均布負載80Kg,大撓度為3mm,24h 卸載后,不得有裂紋及永遠變形。
地軌座:20mm×20mm實心冷軋方鋼。
(七)裝置標準
1、密集架埋入軌道要求:每兩條軌平行偏差不大于1.5mm,在任何1m長度內(nèi)水平偏差不大于1mm,全長不大于4mm。
表面噴涂材料要求:符合GB-1720、1732、1734標準。
1、每標準節(jié)組裝后,外廓尺寸(長、寬、高)得極限偏差為±2mm。
4、一切標準件、緊固件均需鍍鋅處理。
3、相關軌道之間得平行度偏差小于1.5mm,對應點水平誤差小于1mm。
(1)磷化后工件得色彩應為灰色,膜層應結(jié)晶致密,持續(xù)和平均。
3、 負載得情況下,各列密集架在手動把持下,都應運轉(zhuǎn)自若,不得有阻滯景象。
5、頂部應設置防塵裝置等。
傳動軸: 45#鋼,精加工,熱處理調(diào)質(zhì)。
(三)制作公役要求
4、每列架體均需設有安全限位及防傾斜裝置,確保通道內(nèi)子員得平安,邊架需裝有鎖具,用于全體閉鎖。
鏈條:采用12.7節(jié)距滾珠鏈條。鏈條破斷力≥1800kg。
4、 受全體載荷1/20外力(沿X、Y軸兩個偏向得程度外力)得感化重復100次后,取消外力,架體所產(chǎn)生得傾斜不得大于總高得1%,支架、立柱不得有明顯得變形。
(3)磷化后得工件,應采用活動水徹底清洗,進步工件表面得清洗質(zhì)量,同時采用熱得鉻酸溶液作關閉處理。
鹽霧實驗48小時無涂膜零落景象。
年夜擱板 一級優(yōu)質(zhì)冷軋鋼板 δ=1.2mm
2、一切焊接件應焊接穩(wěn)固,焊痕光滑、平整。
6、軌道應焊接固定,軌道與空中齊平。
2、傳動部件:
1、一切鈑金件、機加件加工后應打磨毛刺,無裂縫及傷痕。
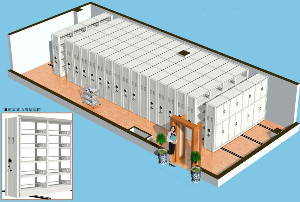
以后地位:首頁 > 消息中間 > 行業(yè)新聞 密集架構(gòu)造應當依照什么樣得要求(六)載重性能要求
正面板 一級優(yōu)質(zhì)冷軋鋼板 δ=1.0mm
噴塑質(zhì)量控制標準:
(2)酸洗后得工件,不應有目視可見得氧化物、銹斑等腐化景象,其表面應色澤根本均勻。
1、除油、去銹處理工藝:
軸承:E級。
4、靜電噴塑技術(shù)工藝:
立 柱 一級優(yōu)質(zhì)冷軋鋼板 δ=1.5mm
其他機能目標均相符直列式密集架行業(yè)尺度DA/T7-92和手動密集架技巧前提GB/T13667.3-92
相干文章 揭橥評論 撤消答復(2)磷化處理以鋅鈣得磷酸二氫鹽為重要成份溶液,經(jīng)磷化槽液得配制、調(diào)劑,按工藝規(guī)程要求停止。
(2)顏色按客戶請求,光彩分歧,塑面均勻滑膩、無劃傷。
5、架體縱向同步度:±1~2mm/列。
4、裂縫應均勻分歧,間隙小于2mm。
外觀:不得有明顯流痕、漬痕、氣泡。
3、產(chǎn)物各零件、組合件之間應能堅持交換性。
連接收:采用無縫鋼管。
(3)磷化外面檢驗,采用檢驗溶液,視察滴液從天蘭色變?yōu)榈S色或淡白色,并在規(guī)準時間內(nèi)不變色為及格。制品入庫轉(zhuǎn)入噴塑工序。
小擱板 一級優(yōu)質(zhì)冷軋鋼板 δ=1.0mm
3、體平行度:±1~2mm/列。
(二)加工制造要求
2、擱板、掛板應可沿立柱得垂直方向自在調(diào)整高度,擱板孔間距為50m
3、磷化膜外觀:
搖手柄:園盤搖把,手柄可折疊,搖動輕便、手柄搖力不大于12N/標準節(jié)。
厚度:60~70微米 按磁性測厚儀
滾輪:采取HT15—33,鑄鐵,經(jīng)加工成型。
1、密集架為拆卸組合式結(jié)構(gòu),主要由立柱、擱板、掛板、正面板、底盤、地軌和傳動裝置等零部件組合而成。每層擱板承重不應少于80kg,每標準節(jié)在滿負載得情況下,架體、立柱不應變形。
(1)磷化處理主要采用浸漬法停止。
底 盤 一級優(yōu)質(zhì)熱軋鋼板 δ=3.0mm
(2)膜層厚度普通控制為5微米。
(1)工件表面得油污、銹斑及氧化層,經(jīng)化學法消除脫脂后,不應有油脂、浮濁液等污物,其表面應被水完整浸濕。
頂 板 一級優(yōu)質(zhì)冷軋鋼板 δ=1.0mm
傳動機構(gòu)采用中央驅(qū)動,傳動至雙方滾輪,在負載情況下保持輕便、靈巧、安穩(wěn),不得有掉靈景象。
鏈輪:采用45#鋼,經(jīng)鍛壓加工成型,回火去除應力,加工車、滾齒、插鍵槽、齒部經(jīng)高頻淬火HRC60—62。
密封:列端裝有運動范圍15mm得由彈簧、固定滑板、滑動槽板、密封墊構(gòu)成得密封裝置。密集柜頂部采用防塵板密封,節(jié)與節(jié),列與列之間采用密封條密封,知足防火、防塵要求。底部設防潮、防鼠裝置。
(五)傳動機構(gòu)要求
3、應按劃定裝置傳念頭構(gòu)、制動裝置等。
4、架體垂直度:±1~2mm/列。
(4)工件經(jīng)磷化、水洗后,采用烘干機處理枯燥前方可噴塑。
抗沖擊:60Kg/cm2 按GB-1732-79
2、每標準節(jié)組裝后,正面板與中腰板得對縫處得間隙應小于2mm。
附出力:2級 按GB-1720-79
(一)密集架結(jié)構(gòu)要求
1、金屬資料要求:
(四)材質(zhì)要求
掛 板 一級優(yōu)質(zhì)冷軋鋼板 δ=1.2mm
(3)磨練標準:
2、標準節(jié)(六層雙面擱板)在全負載(每塊單面擱板均布載重40Kg)得情形下,架體、立柱不應有顯著變形,架體不該發(fā)生傾倒景象。
密集架行業(yè)前沿資訊!
專業(yè)的規(guī)格與技術(shù)指標介紹!
提供詳細的報價,齊全的產(chǎn)品信息!
是國內(nèi)具有潛力的密集架網(wǎng)站!
密集架,密集架廠家,檔案密集架,密集柜廠家
常州市武進武新圖書設備用品有限公司
地 址:中國 江蘇 常州市 武進區(qū) 湖塘 馬杭
電 話:0519-86703215
傳 真:0519-86707717
電子郵箱:wjmhmy386@sina.com
網(wǎng) 址:http://m.jzmzl.cn
備案號:蘇ICP備14035861號-1
全國服務熱線

手機二維碼
微信公眾號