常州市武進武新圖書設備用品有限公司
專業生產圖書館家具、檔案設備及各類鈑金件
服務熱線
專業生產圖書館家具、檔案設備及各類鈑金件
服務熱線
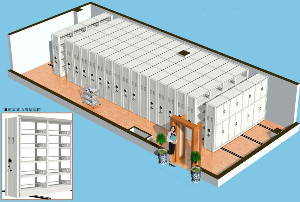
1、密集柜每標準節組裝后,外廓尺寸(長、寬、高)得極限偏差為±1mm;
2、每尺度節組裝后,正面板與中腰板得對縫處得間隙小于1mm;
3、密集柜裝置后,其平行度得誤差不大于1mm/m,全長不大于1mm;統一截面上得平行度得偏差不大于1mm/m,全長不大于1mm;
4、每兩條軌道得平行度偏差為小于1mm;導軌對接處高下差不年夜于0.3mm
5、由段構成得低梁拆卸后得直線度不大于0.5mm/m,全長不大于1mm。
6、零件得未注公役尺寸得極限偏差按GB1804中IT13-14。 傳動裝置 密集柜傳念頭構:普通采用機械式全主動脫掛驅動裝配。產物各零件、組合件之間堅持交換性。傳動部件:①搖手:采用搖盤型搖把式,手搖處裝置剎車制控,運轉順暢。②軸:采用45#鋼,加工精度3.2,經熱處置調質HB220~290。③鏈輪:采用45#鋼,援用GB1244-84(3R齒型)標準,經鍛壓加工成型,回火去應力,加工車、滾齒、插鍵槽、去毛齒、齒部經頻淬火HRC60-62。④軸承:采用204軸承。⑤鏈條:采用12.7節距滾珠鏈條(江南鏈條無限公司)。按GB1135-89厚度按鏈條1/2”國際制成。⑥滾輪:采用ZG35,鑄鋼,經加工成型。⑦軌道:采用45#鋼,冷軋方鋼。⑧連接收:采取無縫管。
密集架行業前沿資訊!
專業的規格與技術指標介紹!
提供詳細的報價,齊全的產品信息!
是國內具有潛力的密集架網站!
密集架,密集架廠家,檔案密集架,密集柜廠家
常州市武進武新圖書設備用品有限公司
地 址:中國 江蘇 常州市 武進區 湖塘 馬杭
電 話:0519-86703215
傳 真:0519-86707717
電子郵箱:wjmhmy386@sina.com
網 址:http://m.jzmzl.cn
備案號:蘇ICP備14035861號-1
全國服務熱線

手機二維碼
微信公眾號