常州市武進武新圖書設備用品有限公司
專業生產圖書館家具、檔案設備及各類鈑金件
服務熱線
專業生產圖書館家具、檔案設備及各類鈑金件
服務熱線
1國家檔案局da/t7-92檔案密集架行業標準 主題內容與適用范圍
本標準規定了直列式檔案密集架的型號、規格及結構形式,技術要求,試驗方法,檢
驗規則,標志、包裝、運輸、貯存。
本標準適用于直列式手動檔案密集架和直列式電動檔案密集架(以下簡稱手動密集
架和電動密集架)的設計、制造、檢驗和驗改。
GB 99優質碳素結構鋼技術條件
GB 710優質碳素結構鋼薄鋼板技術條件
GB 711優質碳素結構鋼熱軋厚鋼板技術條件
GB l720漆膜附著力測定法
GB l804公差與配合水注公差尺寸的極限偏差
GB 4357碳素彈簧鋼絲
GB 8162結構用無縫鋼管
GB 9439灰鐵鑄件
ZB G51 035 C04-2各色醇酸磁漆
ZB G51 043 A04-9各色氨基烘干磁漆
ZB G51 095 H06-19鐵紅、鋅黃環氧酯底漆
HG 2239 H06-2鐵紅、鋅黃、鐵黑環氧酯底漆
3術語
3·1手動密集架
通過手力驅動的密集架稱為手動密集架。
3·2電動密集架
由電力驅動的密集架稱為電動密集架。
3·3活動架
能在軌道上動行的架體,稱活動架(亦稱為列,列由若干標準節組成)。
3·4固定架
固定在導軌的端頭或中間,不能運行的架體,稱固定架。
3·5單面架
對于每標準節的架體,在同一水平面上只能放置一塊擱板,從一面放置物體的稱單
面架。
3·6雙面架
對于每標準節的架體,在同一水平面上能并排放置兩塊擱板,從兩面放置物體的稱
雙面架。
4 型號、規格及結構形式
4·1型號
△△△ ××× - ×
.jpg")
設計序號,用1,2,3……表示
規格(以活動架的寬度表示)
SZM表示手動密集架
DZM表示電動密集架
標記示例:第一次設計的寬度為500mm的手動密集架SZM 500-1第一次設計的寬度為500mm的電動密集架DZM500-1
4·2規格 (每標準節)按表1。
表1
名稱 | 規格 | |
密集架 | 活動架 | 2100~2500╳900╳500 2100~2500╳900╳650 |
單面固定架 | 2100~2500╳900╳274 | |
雙面固定架 | 2100~2500╳900╳500 | |
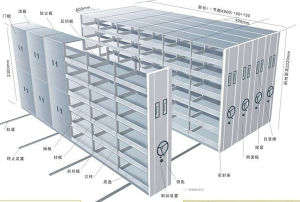
4·3 結構形式
4·3·1手動密集架 (如圖1)。
4·3·2電動密集架 (如圖2)。
5技術要求
手動密集架及電動密集架均應符合本標準,并按照經規定程序審查批準的圖樣及技
術文件制造。
5·1結構
5·1·1手動及電動密集架均為裝配組合式結構,手動密集架配有一套手動運行結構;電
動密集架配有電動和手動兩套運行機構。它們主要由立柱、擱板、掛板、側面板、底盤
等零部件組合而成。
5·1·2擱板、掛板應能沿立柱的垂直方向調整高度,立柱上掛板孔間距為5Omm。
5·1·3應按規定鋪裝軌道,安裝傳動機構、防倒裝置及擋塊等。
5·1·4軌道可用膨脹螺栓或射釘安裝,與地面齊平,也可安裝在地表面上。
5·1·5應設置防塵裝置,可根據需要設置照明燈等。
1-標簽板;2-上側面板;3-操縱手柄;4-中腰板;5-下側面板;6-止動塊;
7-軌道;8-門;9-底盤;10-擱板;n-標準節數;P-面板厚度
1-標簽框;2-電動操作按鈕及指示燈;3-手動操縱手柄;4-電源開關;5-電源
指示燈及報警顯示;6-軌道;7-保險鎖;8-門;9-擱板;10-止動塊;11-底部
止動保險保板;12-下側面板;13-中腰板;14-上側面板
5·2加工制造
5·2·1所有鈑金件、機加件加工后應打磨毛刺,無裂紋及傷痕。
5·2·2所有焊接件應焊接牢固,焊痕光滑、平整。
5·3制造公差
5·3·1每標準節組裝后,外廓尺寸 (長、寬、高)的極限偏差為±2mm。
5·3·2每標準節組裝后,側面板與中腰板的對縫處的間隙應小于2mm。
5·3·3軌道安裝后,在任意lm長度內,水平度偏差不大于lmm,全長不大于4mm,軌
道之間對應點的水平偏差為lmm,每兩條軌道之間的平行度偏差為1.5mm。
5·3·4門縫間隙應均勻一致,間隙應在1~2mm之間。
5·3·5零件的未注公差尺寸的極限偏差按GB l804中的IT13~14。
5·4材料
5·4·1密集架用原材料應符合表2規定。
表2
材料名稱 | 標準 | 材料名稱 | 標準 |
冷軋鋼板及鋼帶 | GB 710 | 熱軋鋼板 | GB 711 |
圓鋼 | GB 699 | 鋼絲 | GB 4357 |
無縫鋼管 | GB 8162 | 灰鑄鐵 | GB 976 |
5·4·2密集架所用表面涂覆材料應符合表3規定
表3
名稱 | 用途 | 牌號 | 標準 |
各色氨基烘干磁漆 | 面漆 | A04-9 | ZB G51 043 |
各色醇酸磁漆 | C04-2 | ZB G51 035 | |
鐵紅、鋅黃、鐵黑環氧酯底漆 | 底漆 | H06-2 X06-19 X06-2 | HG 2239 ZB G51 095 |
鐵紅、鋅黃環氧酯底漆 | |||
磷化底漆 | |||
粉沫噴涂 | 面漆 | ||
噴塑 | 面漆 |
5·4·3密集架所有鋼板厚度應符合表4規定。
表4
名 稱 | 鋼板厚度 |
立柱 | 1.5 |
擱板 | 1~1.2 |
掛板 | 1~1.2 |
側面板 | 0.8~1 |
底盤 | 3 |
5·5表面處理
5·5·1零件在涂覆前,均應進行清洗、除油、除銹等處理。面板、側面板等重要零件要
進行磷化處理。
5·5·2產品所有標準件及緊固件均需氧化或鍍鋅處理。
5·6外觀質量
5·6·1密集架各零件、組合件表面應光滑、平整,不得有尖角、凸起。
5·6·2顏色按定貨要求,色澤應一致,漆面應均勻光亮、無劃傷。
5·7傳動機構
傳動機構應轉動靈活、平穩、不得有失靈現象。
5·8互換性
產品各零件、組合件之間應能保持互換性。
5·9漆膜附著力
應能達到GB l720中規定的二級指標。
5·10電動密集架的電器技術性能
5·10·1每列活動密集架的運行速度為3.2~3.5m/min。運行中應平穩、勻速。
5·10·2導線絕緣電阻不得小于20MΩ。
5·10·3電網的額定電壓在380+10%V或220+10%V的波動范圍內,密集架應能正常
工作。
5·11電動密集架的安全防護
5·11·1電器線路必須有可靠的短路保護裝置。
5·11·2在每列活動架的底部均應裝有止動保險護板,并確保止動靈敏可靠。
5·11·3每組均裝有可靠的保險鎖。
5·11·4對易老化的導線及原器件應注明使用年限,到期更換。
5·12電動密集架的噪音
密集架空載運行中,聲壓級噪音不得超過65dB(A)。
5·13載重性能要求
5·13·1擱板載重
單面擱板上均布載重4Okg,大撓度為3mm,24h卸載后,不得有裂紋及永久變形。
5·13·2全負載載重
每標準節 (六層雙面擱板)在全負載(每塊單面擱板均布載重30kg)的情況下,架
體、立柱不應有明顯變形,架體不應產生傾倒現象。
5·13·3載重運行
在全負載的情況下,各列密集架在手動或電動操縱下,都應運行自如,不得有阻滯
現象。每標準節手動搖力應不大于12N(每列密集架的手柄搖力為:l2NX標準節數)。
5·13·4載重穩定性
在受全部載荷二十分之一外力(沿X、Y軸兩個方向的水平外力)的作用反復100次
后,取消外力,架體所產生的傾斜不得大于總高的百分之一。支架、立柱不得有明顯變
形。
6試驗方法
6·1擱板載重試驗
6·1·1在平臺上放置兩塊墊板,將被試驗擱板放置在墊板上,支承點壓邊尺寸在2Omm
之內(如圖3)。
6·1·2在擱板中點位置放置千分表,記下零位。
6·1·3在擱板上均勻加載至額定載荷 (單面擱板承重為40kg), 放置24h后測量擱板的
變形量。
6·1·4卸載,檢查擱板有無裂紋及永久變形。
6·2全負載試驗
6·2·1裝配好一列兩標準節架體。
6·2·2在每塊擱板上均勻加載至額定載荷 (單面擱板承重為3 kg),放置24h后,觀察
立柱、架體有無明顯變形及傾斜現象。
6·3載重運行試驗
6·3·1用一列 (2~5標準節)密集架,在額定載荷下進行運行試驗。
6·3·2在手柄上掛一測力計,帶動手柄轉動,使密集架運行,記下測力計的讀數,即手
柄轉動的切向力,并觀察運行情況。
6·4載重穩定性試驗(如圖4)
6·4·1將一列兩標準節密集架放在平臺上,按額定載荷加載,進行穩定性試驗。
6·4·2把鋼絲繩固定在A點上,并沿X軸通過固定滑輪折成直角,繩端加全部載荷(兩
標準節)的二十分之一的重砣。
6·4·3將重砣上下升降(下降時,其負載不應對書架有任何沖擊),反復100次,取下重
砣,測量架體傾斜度,應符合5·13·4條規定。
6·4·4把鋼絲繩固定在B點,使鋼絲繩沿Y軸方向通過固定滑輪折戊直角,繩端加全部
載重 (兩標準節)的二十分之一的重砣,按6·4·3條的方法試驗、檢測。
6·5電動密集架性能試驗
6·5·1運行速度試驗
在lm距離內,用秒表測量密集架運行速度,反復多次后,取其平均值。
6·5·2導線絕緣電阻試驗
用5OOV兆歐表分別測試電動密集架導線間及導線對地絕緣電阻。
6·5·3止動保險護板安全運行試驗
在電動密集架運行中,隨機觸動保險護板,觀察其止動性能。
6·5·4保險鎖可靠性試驗
將處于密集位置的電動密集架鎖上保險鎖,然后分別進行電動和手動操縱,觀察密
集架是否有運行動作。
6·5·5噪音試驗
將傳聲器置于運行的密集架周圍,距各被測面垂直距離lm處,用聲級計A聲級測
定。
6·6漆膜附著力試驗
按GB 1720中規定進行。
7 檢驗規則
手動及電動密集架分出廠檢驗和型式試驗,檢驗項目見表5。
表5
序號 | 檢驗內容 | 技術要求及指標 |
1 | 加工制造 | 5.2條 |
2 | 制造公差 | 5.3條 |
3 | 外觀質量 | 5.6條 |
4 | 傳動機構 | 5.7條 |
5 | 互換性 | 5.8條 |
6 | 漆膜附著力 | 5.9條 |
7 | 電動密集架的運行速度 | 5.10.1條 |
8 | 導線絕緣電阻 | 5.10.2條 |
9 | 電路短路及電機過載保護裝置 | 5.11.1條 |
10 | 止動保險護板 | 5.11.2條 |
11 | 保險鎖 | 5.11.3條 |
12 | 噪聲 | 5.12條 |
13 | 擱板載重 | 5.13.1條 |
14 | 全負載載重 | 5.13.2條 |
15 | 載重運行 | 5.13.3條 |
16 | 載重穩定性 | 5.13.4條 |
7·1出廠檢驗
7·1·1手動及電動密集架均需經制造廠檢驗部門檢驗合格后方能出廠,并應附有產品檢
驗合格證和使用說明書。
7·1·2手動密集架出廠檢驗項目按表5中序號1~5的內容進行。
7·1·3電動密集架出廠檢驗項目按表5申序號1~5、7~12的內容進行。
7·1·4手動及電動密集架交付時,訂貨部門有權對產品進行抽驗。抽驗數量為每組一列,
手動及電動密集架均按出廠檢驗項目進行。
7·1·5抽驗的產品經檢查如符合要求,則視為該批產品合格;如有一項不符合要求,則
加倍復驗,復驗合格,則視為該批產品質量合格;經復驗仍有一項不合格,則全部返修
后重新復驗。
7·2型式檢驗
7·2·1手動及電動密集架在下列情況之一時進行型式試驗;
a·試制的新產品;
b·間隔半年以上再生產時;
c·產品在材料、工藝、設計等方面有重大改變時;
d·連續生產時,每年不少于一次。
7·2·2型式檢驗的產品應在出廠檢驗合格的產品中隨機抽取,抽取數量為抽驗批的百分
之二。
7·2·3型式檢驗的項目,手動密集架按表5中序號1~6、13~16的內容進行,電動密集
架按表5中所列全部內容進行。
8標志、包裝·運輸及貯存
8·1標志
8·1·1手動及電動密集架的側面板上應安裝標牌。
8·1·2標牌上應注明以下各項:
a·產品名稱、型號;
b·注冊商標;
c·制造廠名及出廠日期。
8·2包裝
8·2·1所有零件、組合件須分類包裝,以防碰撞劃傷。
8·2·2電機、減速器、配電板等電器元件要單獨包裝。包裝箱要有墊板、隔板等。要扎
緊、捆牢,并注明"小心輕放"、"禁止倒置"、"防雨淋"等字樣。
8·3運輸
運輸過程中,應盡量避免碰撞,防雨雪淋襲。
8·4貯存
密集架不得露天存放,應放在通風良好的庫房或棚內。
(1992年7月20日批準,1992年10月20日實施)
為什么要選擇武新生產的圖書用品和圖書設備?
20年經驗研發制造生產經驗,實力強,有保障!
▎ 公司特色:
我公司成立于1998年,是生產圖書館家具、檔案設備及各類鈑金件生產的專業化單位。產品按標準組織生產,由圖書設備用品質量監督檢測中心嚴格測試,是圖書設備用品質量監督定點單位。
我公司經過不斷地發展,目前年生產能力達2500萬元以上,1999年本公司征地面積達15000㎡,建筑面積約12500㎡,擁有固定資產2000萬元。現有職工78人,專業技術人員13人。我公司擁有一支精干的科技創新隊伍,一整套強有力的科學管理體系,并為客戶提供產品咨詢、設計、生產、銷售、安裝、維護的一條龍服務,“以科技求創新、以質量求生存”,增強質量意識,力求企業的長期發展,多年來,深受廣大用戶的好評。
咨詢熱線:13606145886
|
▎ 產品優勢特點:
我公司生產的“五星牌”產品:單(復)柱式書架、密集檔案架、固定式病案架、密集底圖柜、倉儲貨架、鋼制文件柜類,期刊柜(架)、合訂報紙架、閱覽桌椅等圖書設備、教學設備、學生公寓設備、賓館設備等廣泛適用于各大專院校、科研單位、圖書館及檔案館對圖書檔案等文件資料的存放。產品設計新穎、結構合理、穩定性好,承受能力大,全部構件采用上海寶鋼ST12冷軋板模壓成型。采用新工藝精工制作,表面進行嚴格高溫除油、除銹、磷化等九道工藝防銹處理,采用進口噴涂設備噴塑,涂層牢固,光亮平整。
良好的生產設備,優質的原材料,專業的設計,精美的制作,完善的質量保證體系和及時的售后服務是我們對每一個客戶的承諾。
我公司致力于將生產管理、營銷、科研等工作與國際接軌,以良好的信譽,優質的服務,優質的產品與每位客戶建立起長期、愉快、真誠的合作關系。
咨詢熱線:13606145886
行業前沿資訊!
專業的規格與技術指標介紹!
提供詳細的報價,齊全的產品信息!
是國內具潛力的密集架廠家!
武新解讀國家檔案標準-【國家檔案局da/t7-92檔案密集架行業標準】,武新解讀國家檔案標準-【國家檔案局da/t7-92檔案密集架行業標準】廠家, 密集架,密集架廠家,檔案密集架,密集柜廠家
常州市武進武新圖書設備用品有限公司
地 址:中國 江蘇 常州市 武進區 湖塘 馬杭
電 話:0519-86703215
傳 真:0519-86707717
電子郵箱:wjmhmy386@sina.com
網 址:http://m.jzmzl.cn
備案號:蘇ICP備14035861號-1
全國服務熱線

手機二維碼
微信公眾號








公司名稱:常州市武進武新圖書設備用品有限公司
聯系人:徐學成總經理
移動電話:13606145886
電 話: 86 0519 86703215
傳 真: 86 0519 86707717
地 址: 中國 江蘇 常州市 武進區 湖塘 馬杭
郵 編: 213000
公司主頁:m.jzmzl.cn
E-mail:2873138844@qq.com